Masz już konto?
Nie masz jeszcze konta?
Wyświetlanie wszystkich wyników: 3
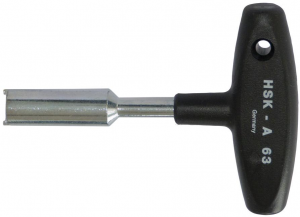
Klucz nasadowy HSK-63 HAIMER
Produkt marki HAIMER® posiadający oznaczenie producenta o symbolu 8236610055 określony jako Klucz nasadowy HSK-63 HAIMER
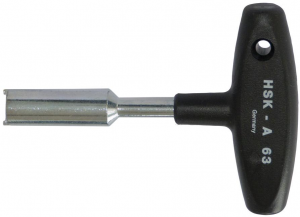
Klucz nasadowy HSK-50 HAIMER
Produkt marki HAIMER® posiadający oznaczenie producenta o symbolu 8236610050 określony jako Klucz nasadowy HSK-50 HAIMER
Klucz nasadowy HSK-100 HAIMER
Produkt marki HAIMER® posiadający oznaczenie producenta o symbolu 8236610060 określony jako Klucz nasadowy HSK-100 HAIMER
klientów poleciło tego sprzedającego przez ostatnie 12 miesięcy
zgodność z opisem
usługi sprzedającego
koszty wysyłki