Elementy mocujące
Elementy mocujące – kluczowe elementy w obróbce skrawaniem
Podczas obróbki pożądane są czyste powierzchnie. Jest to możliwe tylko przy użyciu odpowiedniego narzędzia do danego materiału i właściwego mocowania. Do mocowania elementów potrzebne są różne elementy mocujące.
-
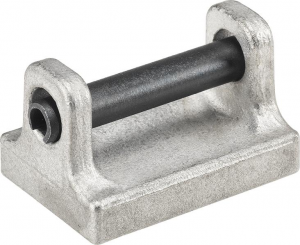
 Bloczki ustalające (22)
Bloczki ustalające (22)
-
Dociski boczne (13)
-
Dociski regulowane (19)
-
Dźwignie zapadkowe (2)
-
Klucze montażowe (1)
-
Łapy dociskowe (57)
-
Listwy osłonowe (7)
-
Mechaniczne tuleje zaciskowe (3)
-
Mimośrodowe systemy mocujące (44)
-
Nakrętki łączące (14)
-
Nakrętki sześciokątne (21)
-
Nakrętki szybkomocujące (20)
-
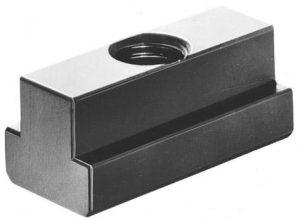
Nakrętki teowe (18)
-
Narzędzia mocujące i rozpierające (508)
-
Nieobrobione nakrętki to wpustów teowych (9)
-
Pasty do śrub (1)
-
Podkładki (10)
-
Podkładki do mocowania (4)
-
Podkładki kuliste (7)
-
Podkładki równoległe (26)
-
Podkładki stożkowe (14)
-
Podpórki klinowe (3)
-
Podpórki schodkowe (7)
-
Podpórki śrubowe (35)
-
Przyrządy do czyszczenia rowków (2)
-
Romby (8)
-
Śruby do rowków teowych (48)
-
Śruby dwustronne (52)
-
Śruby mocujące (6)
-
Śruby rombowe (11)
-
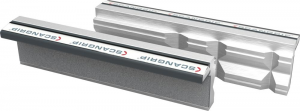
Stabilne szczęki mocujące (2)
-
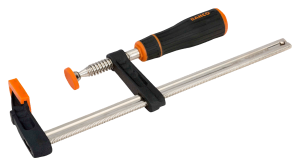
Zaciski szybkowymienne (148)
-
Zestawy elementów mocujących (4)
-
Zestawy narzędzi mocujących (9)
Wyświetlanie 1–72 z 1155 wyników































































Elementy mocujące pewnie trzymają obrabiany przedmiot
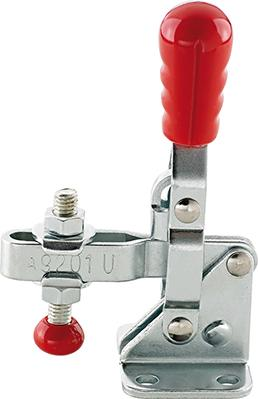
Zakres elementów mocujących jest duży. Różne elementy są odpowiedzialne za zapewnienie bezpiecznego zamocowania obrabianych elementów w maszynie oraz ich zamocowanie z dużą siłą, tak aby były gotowe do produkcji. Mechaniczne elementy mocujące obejmują w szczególności szczęki mocujące i nakrętki mocujące do wałów oraz specjalne podkładki, ale także zaciski, haki mocujące i punkty centralne.
Punkty centrujące w różnych konstrukcjach
Centra są stosowane głównie w przypadku długich elementów, aby zapobiec ugięciom spowodowanym przez siły działające na narzędzia tokarskie. Centra są dostępne w wersji stałej i ruchomej, przy czym obie wersje mają swoje wady i zalety. Centra przesuwne umożliwiają osiąganie większych prędkości, natomiast centra stałe są bardziej precyzyjne w działaniu. Z drugiej strony występują tarcia. Dlatego w tym przypadku stosuje się smary rozdzielające i chłodzące, aby zapobiec zatarciu. Te elementy zaciskowe są wykonane ze stali nierdzewnej. Jednak szczególnie centra stałe często mają wkładki z węglików spiekanych.
Ponieważ podczas toczenia występują duże prędkości, a niewyważenie może mieć poważne konsekwencje, śruby stosowane do mocowania muszą być precyzyjnie obrobione. Aby można było zastosować wymaganą siłę zacisku, element ten zależy nie tylko od wysokiej jakości materiału, ale także od dokładności dopasowania. Dotyczy to w szczególności nakrętek mocujących i podkładek do niepozytywnych zamocowań na wale.
Ponadto elementy mocujące obejmują wiele innych kompaktowych elementów mechanicznych do techniki mocowania: kły mocujące, bloki ślizgowe, bloki śrubowe, zaciski płaskie lub płyty odcinające.