Przyrządy do pomiaru chropowatości powierzchni
Wyświetlanie wszystkich wyników: 27
- Przyrządy do pomiaru chropowatości powierzchni
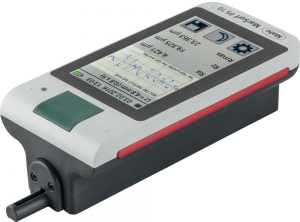
Przyrząd do pomiaru chropowatości powierzchni MarSurf PS10 MAHR
- Przyrządy do pomiaru chropowatości powierzchni
Przenos. przyrz. do pomiaru chropowat. powierzchni MarSurf M300 MAHR

- Przyrządy do pomiaru chropowatości powierzchni
Przenos. przyrz. do pomiaru chropowatosci powierz. MarSurf M300C MAHR

- Przyrządy do pomiaru chropowatości powierzchni
Przenos. przyrz. do pomiaru chropowat. powierzchni MarSurf M400 MAHR zestaw
 Przyrządy do pomiaru chropowatości powierzchni
Przyrządy do pomiaru chropowatości powierzchniPrzenos. przyrz. do pomiaru chropowat. powierzchni MarSurf M400 MAHR zestaw
Produkt marki Mahr posiadający oznaczenie producenta o symbolu 8248700030 określony jako Przenos. przyrz. do pomiaru chropowat. powierzchni MarSurf M400 MAHR zestaw
SKU: 8248700030 - Przyrządy do pomiaru chropowatości powierzchni
Czujnik jednoplozowy do powierzchni wkleslych i wypuklych MarSurf MAHR
- Przyrządy do pomiaru chropowatości powierzchni
Odbiornik radiowy e-Stickdo ręcznych przyrządów pomiarowych z interfejsem MAHR
 Przyrządy do pomiaru chropowatości powierzchni
Przyrządy do pomiaru chropowatości powierzchniOdbiornik radiowy e-Stickdo ręcznych przyrządów pomiarowych z interfejsem MAHR
Produkt marki Mahr posiadający oznaczenie producenta o symbolu 8249420030 określony jako Odbiornik radiowy e-Stickdo ręcznych przyrządów pomiarowych z interfejsem MAHR
SKU: 8249420030 - Przyrządy do pomiaru chropowatości powierzchni
Odbiornik radiowy FM2 do przesylu danych pomiarowych MAHR